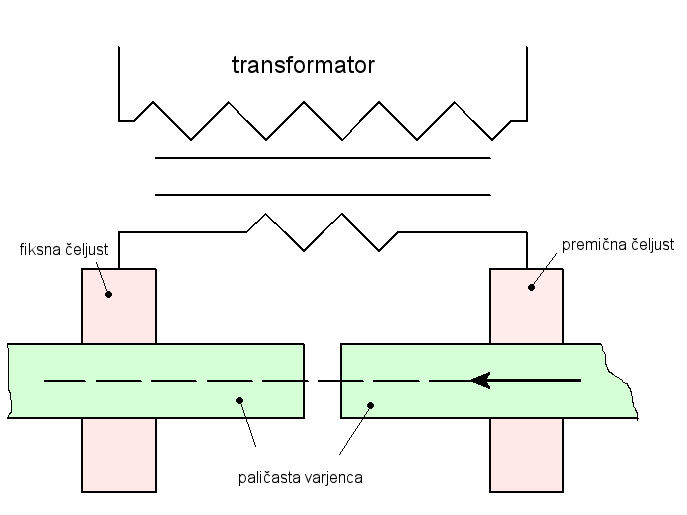
Soležno uporovno varjenje se uporablja za čelno varjenje paličastih varjencev s premerom do 30 mm. Prehodna upornosti na stični površini povzroča segrevanje materiala do testastega stanja. Po stiskanju z ustrezno veliko silo se varjenca združita v žmulast zvar.
Oprema:
varilni transformator
Cu elektrode (čeljusti)
varilna miza
mehanizem za premik in stiskanje varjencev
Oblike elektrod so prilagojene obliki varjencev. Ker so mehansko manj obremenjene, so iz čistega bakra. Pri serijskem varjenju so vodno hlajene. Pri večjih mehanskih obremenitvah se lahko uporablja še en par elektrod iz jekla.
Potek varjenja:
Priprava varjencev – čelni ploskvi varjencev morata biti čisti in gladki.
Vpenjanje varjencev.
Stiskanje varjencev z manjšo silo Fs in vključitev varilnega toka – namen tega je segrevanje čelnih ploskev.
Ko sta čelni ploskvi dovolj segreti, se tok izključi in sledi stiskanje z večjo silo Fv.
V nekaterih primerih si lahko sledi dodatno segrevanje zvara za odpravo notranjih napetosti ali normalizacijo strukture zvara.
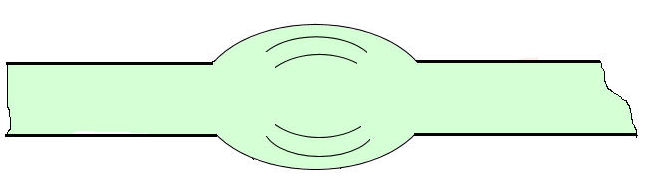
Pri tem varjenju nastane žmulast zvar, ki se lahko, na istem ali posebnem stroju, mehansko in površinsko obdela.
Uporabnost postopka:
varjenje jekel, redko Cu, Al in njihove zlitine,
izdelki s presekom do 200 mm2,
palice, žice, tanjše verige in profili,
svedri in tračne žage,
betonsko jeklo.
Značilnosti postopka:
prednosti
+ enostaven, hiter in poceni
+ enostavna avtomatizacija
slabosti
– zaradi vključkov (plinov in oksidov) ima zvar slabe mehanske lastnosti